
Procoat Steel Solutions LLC
Send Enquiry
Gallery




Business Details
Staff and Management
ProCoat takes pride in it's staff of highly qualified and trained engineers who are NACE certified to provide the best possible quality at every job we undertake. Our coating applicators have been trained rigorously by the powder manufacturers and are disciplined in order to meet the high standards of quality and efficiency set by the company.
Our management team with an experience of over 30 years in the U.A.E and the Middle East is more than capable of committing to the promises we make.
At ProCoat, we not only look to provide the best service, but are also aware of the carbon footprint and its resulting effect. As such, various methods have been implemented, one of which is a full recovery system for a pollution free environment.
Standards
At ProCoat, we strive hard to provide the highest quality standards in the industry, including:
ISO 9001:2008
NACE 1 / SSPC - SP5
ISO 8501-1 Sa 3
ISO 8501-1 St 3
SSPC - SP1
Having worked with the support of the Powder Manufacturers, ProCoat optimized plant capacity and overall product quality and were awarded Interpon - Akzonobel's "Approved Applicator" status.
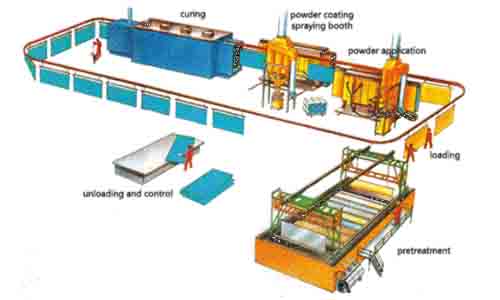
Equipment
Our highly modernized ProCoat plant is equipped with the latest technology, tools & machinery which has given us an unparalleled edge over our competitors.
It consists of:
* 8 chemical treatment tanks.
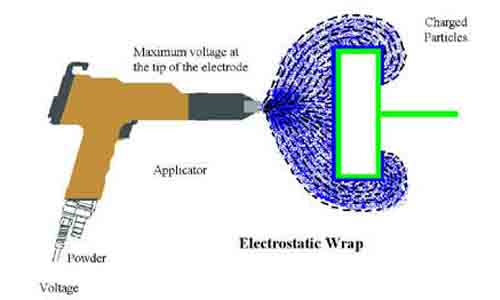
* 8 Electrostatic automated powder coating guns
* A fully enclosed stainless steel powder coating booth with auto filtration and recovery systems
* 50 meter overhead auto conveyor systems with cranes.
* 18 meter x 3 meter; high temperature curing oven with auto heating capacity up-to 300 Degrees
* Drying tanks
* Airless spray guns for wet coatings
* 30 meter fully automated Gietart Surface Treatment Line (Auto Blasting machine)
* Manual blasting machines.




